

想要直观了解【不锈钢无缝管不锈钢镜面管市场行情】产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:【不锈钢无缝管不锈钢镜面管市场行情】的图文介绍

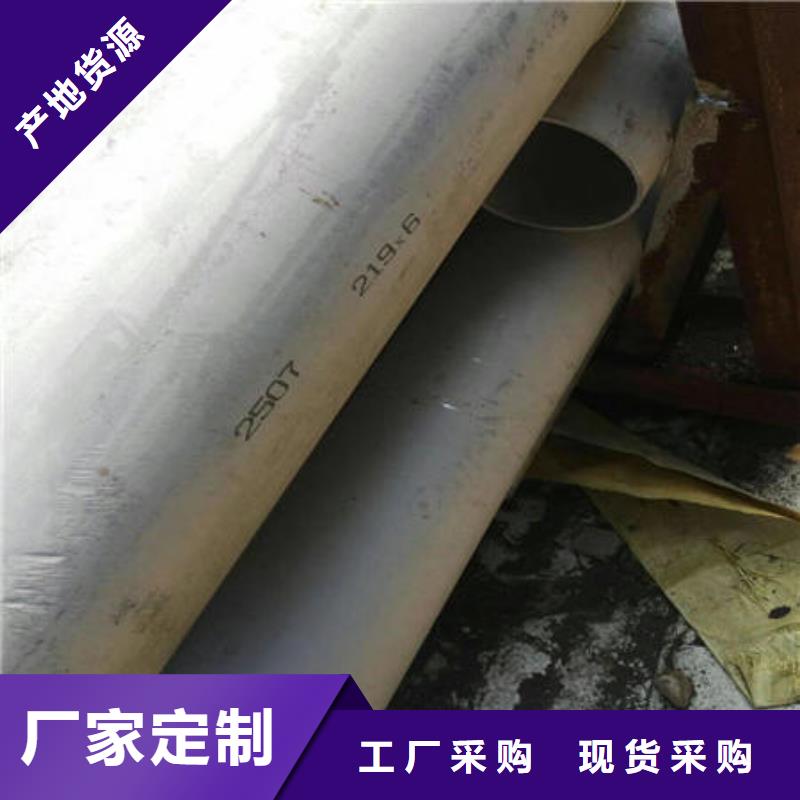
冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。

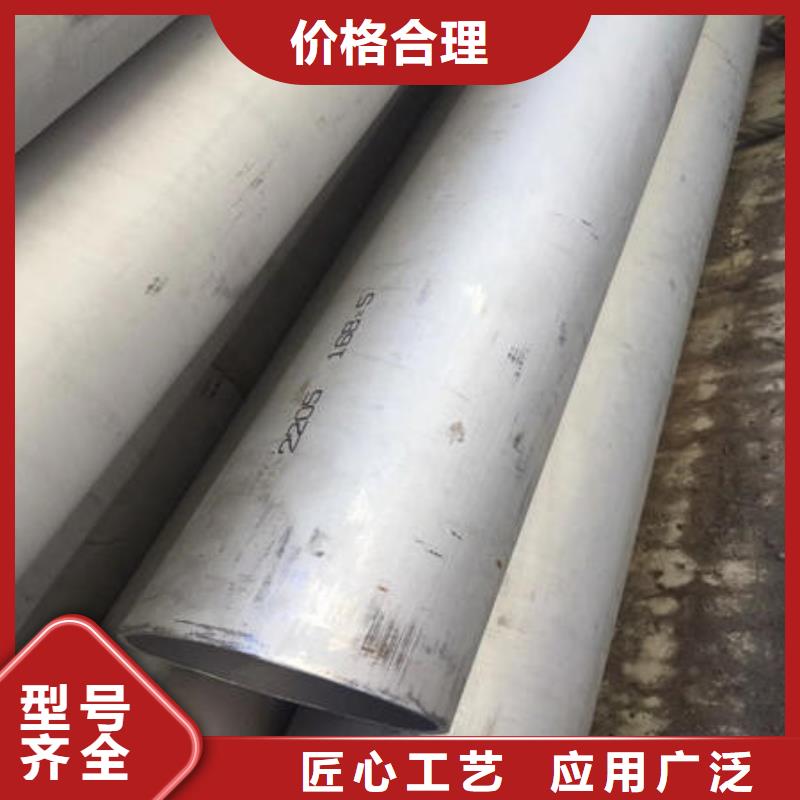
45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)


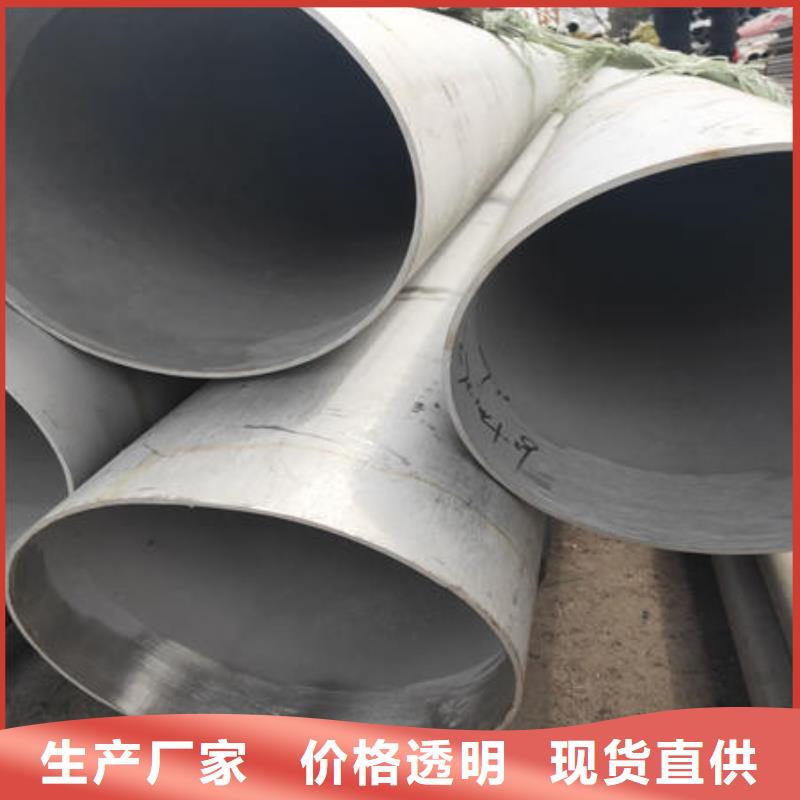
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。圆管坯、加热、穿孔、三辊斜轧、连轧或挤压、脱管、定径(或减径)、冷却、矫直、水压试验(或探伤)、标记、入库 。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。
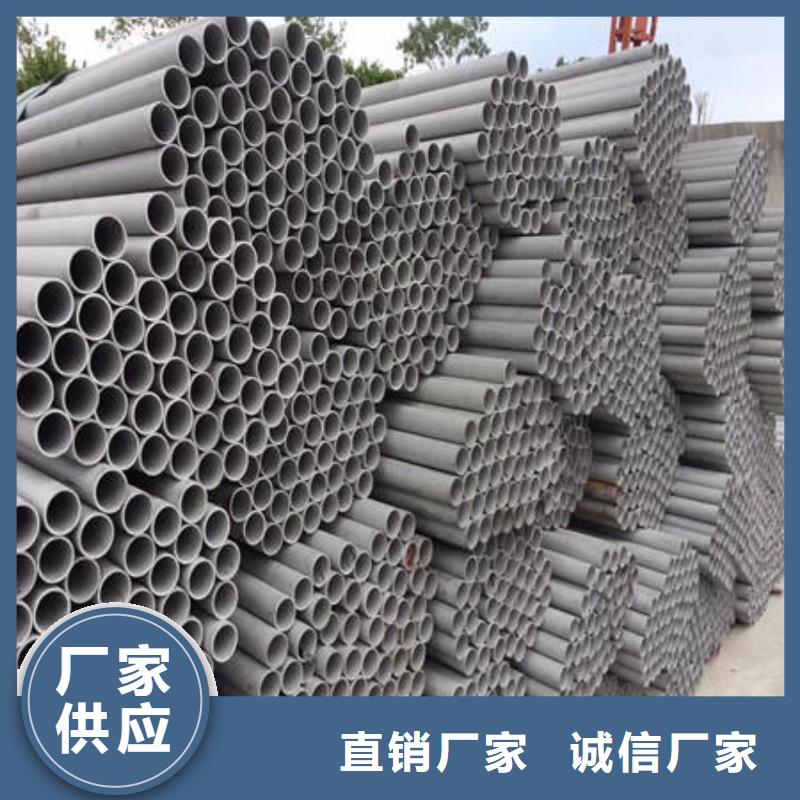
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。



驻马店万宇金属材料有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“驻马店质量奖”、“驻马店产品”、驻马店“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 201不锈钢板设计理念和制造技术的基础上,全力对 201不锈钢板进行改型设计,与国际同类产品接轨,占领市场制高点。



